| HOME | サイトマップ | サイト利用条件 |
トップ > 研磨材について
|
|
| ●仕上面粗さ概要 | 材質:炭素鋼 |
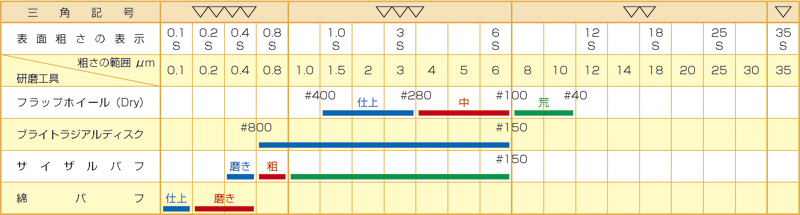
(財)機械振興協会技術研究所「加工技術データファイル・6」より
※製品仕様は、改善・改良のため予告なしに変更する場合がありますのでご了承下さい。
| 鏡面仕上げ | 一般的に、鏡のような状態(ある程度ものが映る状態)に仕上げる処理です。仕上がりは感覚的なもので特に規定はありませんが、使用する研磨材の粒度は400以上が望ましいです。 | |
| 鏡面下地 | 鏡面仕上げ(鏡のような仕上げ)の前工程として、下地をつくる処理です。 | |
| スケール除去 | 熱処理で発生した金属表面の酸化皮膜(黒錆)を、除去する処理です。 | |
| 梨地仕上げ | 細かくて無方向なツヤ消しの状態に仕上げる処理です。 | |
| バリ取り | 切断や抜き作業などでできた突起物を、除去する処理です。 | |
| ビード取り | 溶接時にできた金属の盛り上がった部分(ビード)を、除去する処理です。 | |
| ヘアーライン | 研磨面をスジ状に仕上げるための処理で、粒度によって仕上がり具合が違います。 | |
| 前処理 | メインの作業工程の前に行う、調整のための処理です。 | |
| 面取り | 角や切断面などを、丸みを帯びた状態や斜めに仕上げる処理です。 |
© MIYUKI SANGYO all rights reserved.